联系人:林经理
手机:13204227777
电话:0412-6577777
网址:www.linyiglass.com
地址:鞍山市铁西区协作路31号
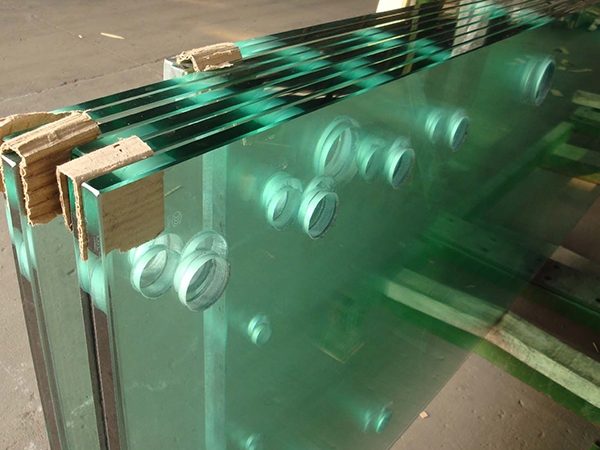
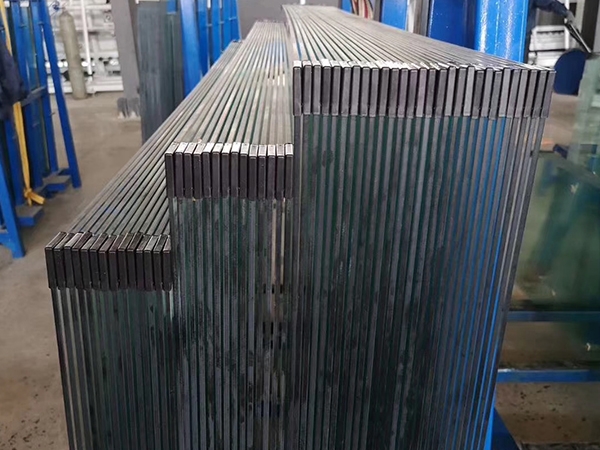
玻璃是现代建筑都会使用的装修、装饰材料,因为美观、大方又不影响遮光的优势被广泛运用于各种场合,而钢化玻璃是将普通的退火玻璃加热到比较接近软化点的温度,然后快速冷却得到的,经过钢化处理以后玻璃的性能会有很大的提升,抗拉、抗冲击。所以生产钢化玻璃的工艺相对稍微复杂些,工艺参数的设定是否合理是决定的因素。如果稍微操作不当就会使钢化玻璃出现些小问题,今天辽宁钢化玻璃厂家就给大家讲解在生产中钢化玻璃容易出现的问题有哪些,是什么原因造成的。
1、波筋
原因:如果设定的温度过高,加热时间又过长的话,玻璃就会出现波浪,这是由于玻璃的加热已经超过临界点,玻璃已经开始软化,出现了这种缺陷。
解决方法:缩短加热时间、降低炉温、加快玻璃出炉速度。
2、白雾
原因:白雾就是在玻璃下表面的中间,出现条白色的痕迹,它一般出现在初始生产的前几炉,这是由于陶瓷辊的表面温度过高造成的,当玻璃进炉的初始几十秒内,玻璃下表面直接受到热传导而四角卷曲,玻璃与陶瓷辊的接触面变小,与陶瓷辊的摩擦力加大而造成的,随着陶瓷辊表面温度的下降会消失。
解决方法:在初始生产时把下部温度设定得低些,把下部的功率也设定得低些,另外定要连续生产,不能让炉子空运转,如果暂时不生产可以把加热开关关掉,防止出现白雾。

3、 辊痕
原因:钢化炉内因为滚道距离比较大,导致步跳劲大,就可能留下辊痕。
解决方法:可以适当通入二氧化硫来解决,因为二氧化硫可与辊面发生反应从而生成一层保护膜,以减小辊痕发生可能性。
4、麻点
原因:加热时间过长还会造成玻璃的下表面出现麻点,麻点可以分为两种,种是密集性的,呈桔皮状,这是加热时间过长造成的,可以根据情况作出调整。还有就是滚道本身不够清洁,有污物粘在上面,这个也可以靠通入少量二氧化硫解决,但是如果污物较多那就要停产清洗滚道了。
解决方法:降低加热时间,清洗陶瓷轨道,降低炉底温度。
5、风斑
原因这个是在冷却过程中,由于受冷不均而导致玻璃应力不均而形成的,其在某种特殊角度观察下会看到玻璃表面呈明暗相间的条纹。
解决方法:一般采用风刀冷却代替传统的风孔冷却就可以尽可能避免产生风斑。
6、应力斑
原因:应力斑和风斑差不多,也是因为应力不均造成的,比如在加热过程中,炉边部和中部存在温差而导致应力不均。应力斑目前世界上无方法可避免,主要是在安装时注意朝向、当地气候等自然因素来使肉眼无法辨别。
解决方法:建议可用双室钢化炉代替传统单室钢化炉,这样可尽量消除应力不均的情况。
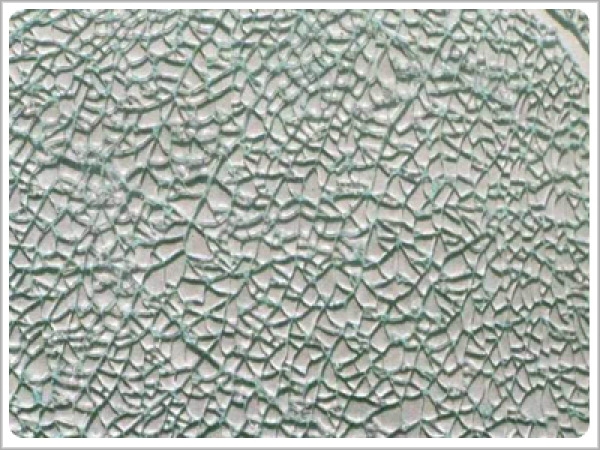
7、钢化彩虹
原因:现在一般都是生产浮法玻璃,浮法玻璃生产过程中是玻璃膏在锡槽表面在重力和自身张力作用下摊平的过程,必然就有一面是和锡面接触的,这其中会发生少量的渗锡作用,在当时温度条件下会生产氧化亚锡,氧化亚锡在钢化过程中,于高温作用下再氧化生成氧化锡,体积发生膨胀,导致玻璃表面出现一些微裂纹,这些裂纹在特殊条件和角度观察玻璃时就会产生光的干涉,从而产生钢化彩虹。
解决方法:非常简单,在玻璃表面撒细抛光粉就可以了。
文章内容来源于网络,如有问题请和我联系删除!